

Calculez les paramètres de soudage bout à bout et partages-les avec
qui vous voulez se trouvant à n´importe place
Dans les dernières années, en ce qui concerne les soudures bout à bout, nous avons toujours dit que, tenant compte qu´il n´y a dans le marché d´un système no destructif pour le contrôle de soudures bout à bout de tuyaux en PE, le meilleur système actuel es l´utilisation rigoureuse des paramètres de soudure correspondant à chaque type de tuyau, de machines et de norme choisies.
Pour faire plus facile, le fait d´avoir disponible ces paramètres dans le lieu de travail, sans besoin d´être connecté à l´Internet, MegaWelder est arrivé. Elle est la première et unique application (App) qui calcule les paramètres de soudure bout à bout des différentes marques de machines de soudure usuelles et avec des normes applicables différentes. Il faut, simplement, disposer d´une tablette ou d´un Smartphone.
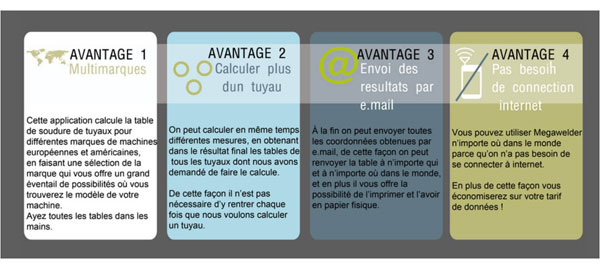
La App MegaWelder est disponible dans les versions LITE et PREMIUM pour logiciels iOS et Android. Ensuite, nous indiquons certains avantages d´utiliser MegaWelder :
Nous allons poser un exemple. Démarrez MegaWelder dans votre Smartphone ou tablette et vous verrez: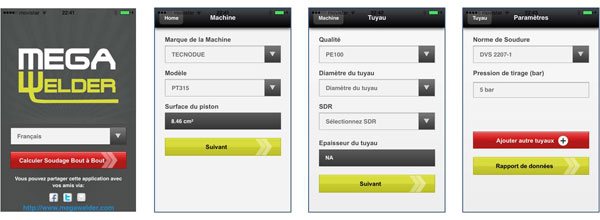
– Écran 1 MegaWelder : Choisissez le langage Anglais, Espagnol ou Français. Nous choisissons Français et nous poussons sur « OK » et sur « Calculer soudage bout à bout ».
– Écran 2 Machine: Choisir la marque de la machine, par exemple, Tecnodue, et le modèle, par exemple, PT 315. Cliquez sur “Suivant“.
– Écran 3 Tuyaux: En Qualité, choisir PE 100 ou PE 80. Pour cet exemple, nous avons choisir PE 100 y SDR 17 qui nous donne une épaisseur du tuyau de 14,8 mm. Cliquez sur “Suivant“.
Rappelez-vous que la relation entre type de Matériel, SDR et PN et la suivante:

– Écran 4 Paramètres: Choisir la norme de soudure parmi les suivantes:
• DVS 2207-1
• ISO 21307 HF (Haute pression single)
• ISO 21307 SLF (Basse pression single)
• UNE 53394-IN
• ISO 21307 DLF Basse pression duelle (Coming Soon) Prochainement
• DVS 2207-11 (Coming Soon) Prochainement
• WIS 4-32-08 (Coming Soon) Prochainement
• ASTM F2620-11 (Coming Soon) Prochainement
Dans notre exemple, nous avons choisis, la DVS 2207-1 et une pression d´arrachement de 5 bar.
Ici, vous pouvez “Ajouter autre tuyau+“, si vous voulez. Nous cliquons sur “Rapport de données“.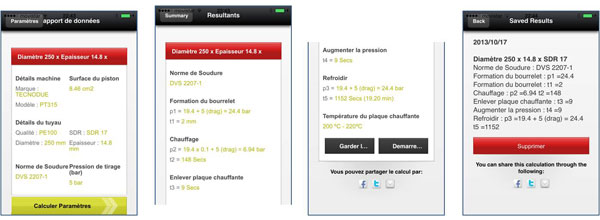
– Écran 5 Rapport de données : Ici, les détails de la machine, de la surface du piston hydraulique et les détails de tuyaux, la norme applicable et la pression d´arrachement sont indiqués. Ensuite, nous cliquons sur « Calculer paramètres ».
– Écran 6 Résultants: Cet écran nous indique tous les paramètres de soudure, les pressions, la température de la plaque, les temps et la hauteur du bourdon.
Nous pouvons cliquer sur “Garder” ou “Démarrer“. Si nous faisons clic sur ” Garder“, nous enregistrons les résultats.
– Écran 7 Saved Results (Résultats sauvegardés): En résumé, cette option nous sauvegarde les paramètres calculés.
Back (Retour)
You can share this calculation through the following
(Vous pouvez partager ce calcul au moyen de): Réseaux sociaux Facebook y Twitter et par Email.
![]()
Si vous les envoyer par email, vous verrez
-
Diamètre 250 x Epaisseur 14.8 x SDR 17
Diamètre du tube:250(mm)
SDR:SDR 17
Epaisseur du tuyau: 14.8(mm)
Norme de Soudure : DVS 2207-1
Formation du bourrelet
P1 : 19.4 + 5 (drag) = 24.4 (bar)
T1 : 2 (mm)
Chauffage
P2 : 19.4 x 0.1 + 5 (drag) = 6.94 (bar)
T2 : 148 (Secs)
Enlever plaque chauffante
T3 : 9 (Secs)
Augmenter la pression
T4 : 9 (Secs)
Refroidir
P3 : 19.4 + 5 (drag) = 24.4 (bar)
T5 : 1152 (Secs)
Température du plaque chauffante
200 ºC – 220ºC
Si dans l´écran 5 Résultat nous faisons clic sur “Démarrer” nous obtenons:
– Formation du bourdon
– Démarrer l´échauffement. D´abord, elle nous donne la pression réduite et ensuite, elle commence à raconter avec un chronomètre jusqu´à atteindre à t2=148 seconds. Nous allons entendre un coup de sifflet, une fois que le temps calculé est accompli. Quand le chronomètre arrive à zéro, il faut pousser sur “Suivant“.
– Enlever la plaque chauffante. Elle comptera le temps pour enlever la plaque.
– Refroidissement. Elle commencera à compter jusqu´à t5=1152 seconds.
>>> Il est important de tenir compte que les tables d´une machine à souder d´une marque déterminée ne peuvent pas être utilisés pour une autre machine de marque différente car la surface des pistons peut être différentes et vous savez qu´il faut communiquer une pression définie au préalable (par exemple, 1.7 kg/cm2, si vous utilisez le système de Basse pression single). Il ne sert pas, non plus, de donner une pression “par intuition”, comme nous avons déjà commenté. C´est pourquoi, nous considérons, que cette application est une bonne solution afin d´avoir disponibles des paramètres à souder quand nous avions besoin. Êtes- vous d´accord?


Laisser un commentaire